Metalworking Coolant Mixology
1) At which BRIX concentration should I be running?
Metalworking chemical concentrates are specifically designed to be used at a number of different concentrations. Each product and application will have an ideal concentration ratio for the metalworking fluid. The concentration will affect sump life, tool life, and surface finish. Your chemical concentrate suppliers Data and Information Sheets give examples of applications and their corresponding concentrations.
Maintaining proper concentration is essential for efficient and trouble-free results from water-miscible cutting and grinding fluids. We’ve seen that well over 80% of sump “trouble calls” are directly or indirectly attributable to poor concentration control. Concentration control is difficult to achieve when the coolant is manually mixed in small batches and is virtually impossible to maintain when untrained operators mix coolant.
Zebra Skimmers has a complete line of automatic proportioning equipment to maintain accurate coolant concentration control. (Fluid Mixers)
2) What is “makeup” concentration?
When water miscible coolants are used in machining and grinding operations the volume of fluid in the coolant sump decreases due to the physical loss of the fluid (fluid is carried off on chips and parts) and water evaporates because it absorbs heat generated in the machining or grinding operation. Proper operation requires that the fluid level is maintained at some minimum level and so “makeup fluid” must be added to replenish coolant carried out on chips and parts. Since the loss of water by evaporation causes the fluid in the sump to increase in concentration the “makeup fluid” will always be mixed at the same concentration less that of the recommended operating concentration. For example, if an emulsion coolant is to be run at 5% volume to water then the “makeup” concentration for that fluid will generally be 1-2.0%. Check your product data and information sheets for recommended working and “makeup” concentrations.
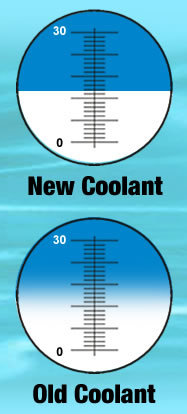
3) What is a refractometer factor?
The refractometer factor is used in determining concentration of a metalworking fluid. Each chemical concentrate product has a refractive index factor for determining concentration. Consult the Data and Information Sheet for that products specific refractive index factors. Multiply the refractive index (refractometer reading) by the refractometer factor and the result is the concentration of the working solution in percent. (The factor for most emulsion fluids is 1.0 so that the BRIX refractometer reading is the fluid concentration.)
4) Why does my coolant have an unpleasant smell?
An unpleasant coolant smell is most likely attributed to anaerobic bacteria. Bacteria produce waste products, which often contain sulfur and exude the “rotten-egg” smell. Bacteria are major contributors to coolant failure. They chemically alter coolants and destroy the lubricants and corrosion inhibitors in the process. They also pass off corrosive acids and salts into the coolant, which can lead to low pH and corrosion problems. The bacterial growth can be minimized by:
- Maintaining proper coolant concentration.
- Good housekeeping practices (cleanliness).
- Preventing or minimizing contamination.
- Good filtration of the coolant and continuously removing chips.
- Thorough, periodic sump clean-outs.
If your sump has the rotten egg smell, use our XOCT25 odor control tablets to readjust the pH.
5) Why are coolants different colors?
Most coolants exhibit colors and odors that result from the chemicals from which they are blended. But sometimes metal cutting fluid manufacturers use dyes and colorants to give them an aesthetic appeal. They are also helpful in identification of products for companies which use a number of different products. Machine operators sometimes use color intensity as an indication of coolant concentration. Color intensity is not a good indicator of concentration as tramp oil can absorb the dyes used, and some work materials (such as cast iron) can “mask” the dye. Even with dyed coolants it is necessary to check fluid concentration properly periodically.
6) What is the residue in the sump or machine tool?
Residue is the material left behind on the machine and workpieces after the water evaporates from the coolant solution. Residues should never interfere with the smooth and proper machine tool function but more importantly the residue should enhance the machine’s operation. Residues may be classified as:
- Fluid
- Soft
- Hard
- Gummy
- Crystalline
For optimum machine tool functioning, oily, non-gummy residues are preferable. If a residue is hard, gummy or crystalline, it can cause a machine’s moving parts to “stick” or “freeze” and may cause a machine malfunction. A moderate crystalline film may be tolerated on certain types of surface grinders but such a residue could cause a major problem on a 5-axis machining center. In other words, the type of machine must be considered when selecting a fluid because the type of residue may dramatically affect the machine function.
7) How should I mix water soluble coolants?
Mixing is crucial to maintaining stability in cutting and grinding fluids. Proper mixing instructions are available on all chemical concentrate Data and Information Sheets. For optimum performance and maximum life, coolant concentrates should be mixed with chemically pure water produced by deionization or reverse osmosis. It is a general rule that concentrates should be added to the water last and mixed thoroughly. One way to remember the proper sequence of addition is to remember “O.I.L.”, meaning “oil in last”.
For mixing metalworking coolant, Zebra manufactures both the Machinist Mixer venturi mixer and proportioners — proportioning pumps — like the MIXPP518™, which can automate the mixing process (concentration management) and fluid delivery, minimize wasted coolant and reduce hazardous material removal costs.
Looking for automated coolant mixing that can save up to 50% on coolant costs (your mileage may vary) and pays for itself in a year or less? Have a look at our Dazzle coolant mixing, delivery and concentration automation systems: the budget minded Dazzle1 and IoT, Industry 4.0 enabled Dazzle2.
Call the sump fluid automation hotline 440-528-0695 for more information.
Metalworking Coolant Mixing Ratios Explained
Metalworking chemical concentrates need to be mixed with water (remember, oil in last!) to effectively provide the manufacturers lubrication and heat removal benefits. Mixing chemical concentrate (coolant) with water is usually done with proportional mixers, e.g. proportioning pumps, or venturi mixers. These coolant mixers use ratios to mix the chemical concentrate and water. Following is how to make sense of the ratio to concentration relationship.
Metalworking sump fluids can range +/- 2% around your target concentration. However, the sharper you keep your sump concentration to the chemical concentrate manufacturers target concentration the better the coolant will work to help you meet target tolerances in finished work pieces.
HOW TO CALCULATE PERCENTAGE IF MIX RATIO IS KNOWN
HOW TO CALCULATE MIX RATIO IF PERCENTAGE IS KNOWN
Following is a list of standard metalworking coolant concentrations and ratios
| Percentage | Ratio |
|---|---|
| 2% | 49:1 |
| 3% | 32.3:1 |
| 4% | 24:1 |
| 5% | 19:1 |
| 6% | 15.6:1 |
| 7% | 13.3:1 |
| 8% | 11.5:1 |
| 9% | 10.1:1 |
| 10% | 9:1 |
| 11% | 8.1:1 |
| 12% | 7.4:1 |